
Page 14 - One Report Thai Final_TH_2021
P. 14
๊
ู
ิ
ุ
บรษัท ไทยคน เวิลด์ไวด์ กรป (ประเทศไทย) จํากัด (มหาชน)
ิ
ิ
ี
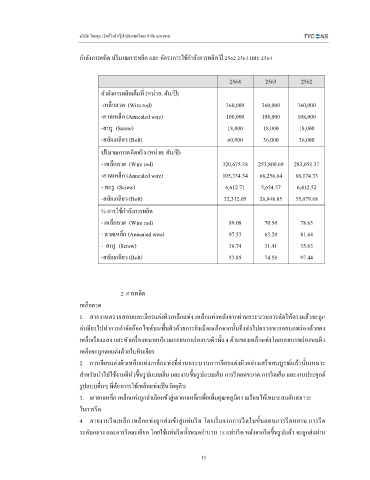
กําลังการผลต ปรมาณการผลต และ อัตราการใช้กําลังการผลต ป 2562 2563 และ 2564
ิ
ิ
2564 2563 2562
กําลังการผลตเต็มท (หน่วย: ตัน/ป)
่
ี
ี
ิ
-เหล็กลวด (Wire rod) 360,000 360,000 360,000
-ลวดเหล็ก (Annealed wire) 108,000 108,000 108,000
ู
-สกร (Screw) 18,000 18,000 18,000
ี
-สลักเกลยว (Bolt) 60,000 36,000 36,000
ิ
ปรมาณการผลตจรง (หน่วย: ตัน/ป)
ิ
ี
ิ
- เหล็กลวด (Wire rod) 320,675.38 253,800.69 283,051.37
-ลวดเหล็ก (Annealed wire) 105,334.34 68,256.64 88,174.33
- สกร (Screw) 6,612.71 5,654.37 6,412.52
ู
-สลักเกลยว (Bolt) 32,312.05 26,848.85 35,079.68
ี
ิ
% การใช้กําลังการผลต
- เหล็กลวด (Wire rod) 89.08 70.50 78.63
- ลวดเหล็ก (Annealed wire) 97.53 63.20 81.64
ู
- สกร (Screw) 36.74 31.41 35.63
-สลักเกลยว (Bolt) 53.85 74.58 97.44
ี
ิ
2. การผลต
็
เหลกลวด
ู
ี
1. สายงานตรวจสอบและเจยรแต่งผิวเหล็กแท่ง เหล็กแท่งหลังจากผ่านกระบวนการดัดให้ตรงแล้วจะถก
ึ
๊
ลําเลยงไปทําการกําจัดออกไซค์บนพื้นผิวด้วยการยิงเม็ดเหล็กจากนั้นจงส่งไปตรวจหารอยบกพร่องด้วยผง
ี
ื
เหล็กเรองแสง และทําเครองหมายบรเวณรอยบกพร่องบนผิวทั้ง 4 ด้านของเหล็กแท่งโดยรอยบกพร่องบนผิว
่
ื
ิ
ู
เหล็กจะถกตกแต่งด้วยใบหนเจยร
ิ
ี
ี
ี
2. การเจยรแต่งผิวเหล็กแท่งเหล็กแท่งทผ่านกระบวนการเจยรแต่งผิวอย่างเสรจสมบรณแล้วนั้นเหมาะ
่
ี
็
ู
์
ั
ี
สําหรบนําไปใช้งานตหัวข้นรปแบบเย็น และงานข้นรปแบบเย็น การรดลดขนาด การรดเย็น และงานประยุกต์
ี
ู
ึ
ู
ี
ึ
รปแบบอนๆ ทต้องการใช้เหล็กแท่งเปนวัตถดบ
ู
ิ
ุ
่
ื
็
่
ี
ุ
่
ิ
ู
้
3. เตาอบเหล็ก เหล็กแท่งถกลําเลยงเข้าส่เตาอบเหล็กเพอเพ่มอณหภมความรอนให้เหมาะสมกับสภาวะ
ู
ิ
ี
ู
ื
ในการรด
ี
ี
ี
ู
4. สายงานรดเหล็ก เหล็กแท่งถกส่งเข้าส่แท่นรด โดยเริ่มจากการรีดในขั้นตอนการรีดหยาบ การรีด
ู
ึ
ี
ู
ู
ระดับกลาง และการรดละเอยด โดยใช้แท่นรดทั้งหมดจํานวน 18 แท่นรด หลังจากรดข้นรปแล้ว จะถกส่งผ่าน
ี
ี
ี
ี
11